
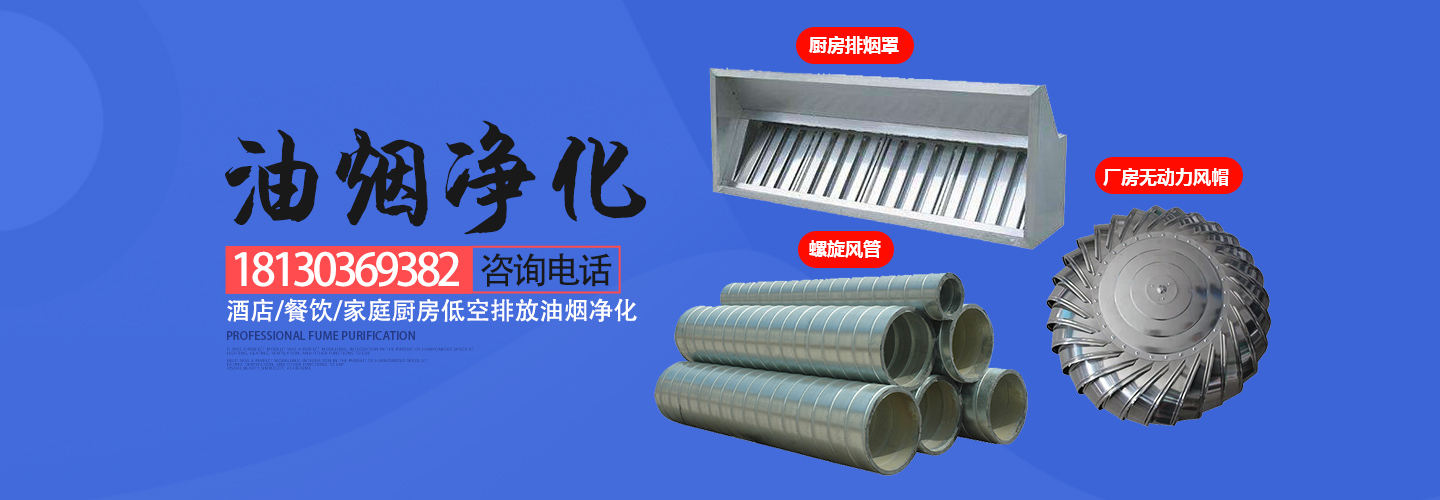
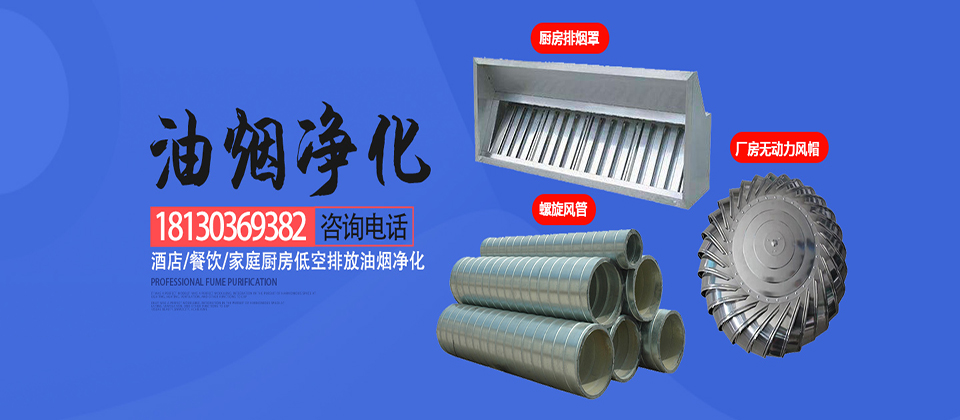


焊接风管的性能主要取决于镀锌钢板的厚度和化性。可以看出,管式配气出口的延迟损失比传统的铁皮风道要小得多。严禁在风道内铺设、交叉各种管道、电线;输送气体或安装在环境中的风道系统,应接地良好,通过生活区和生产车间时必须严密,不得有任何接口;严禁将室外总管的固定电缆拉到避雷针或防雷网上。 螺旋风管强度可提高30%,可选用薄材料,如将0.8mm厚度改为0.6mm。焊接风管不得与其他材料和设备混搭,并应采取防雨雪措施;成品风管法兰长时间堆放时,应覆盖塑料薄膜,以保持表面清洁,避免灰尘积聚。管式配气出口还存在摩擦阻力和局部阻力引起的压力损失。塑料风管的膨胀和收缩大。






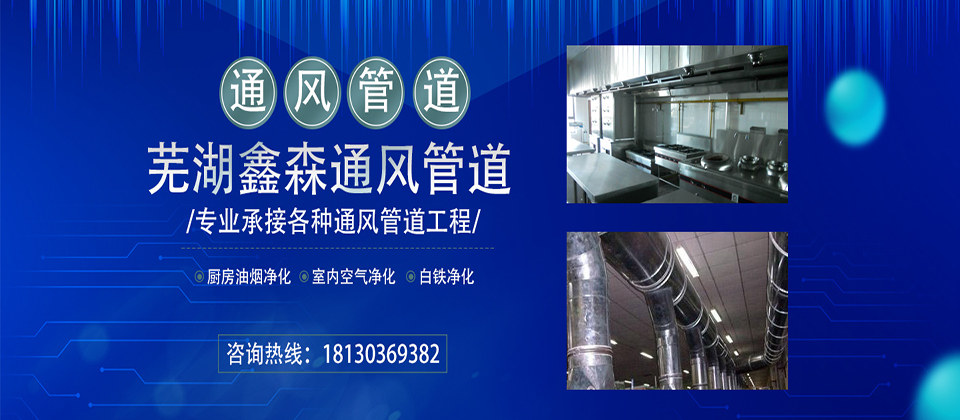
依据风管的加工工艺来看,全自动风管生产线能够界说为,风管成型的整个工艺流程由一台机器独立完结。说的通俗一点便是从卷料下料,到风管成型的整个过程由机器加工设备不间断,独立完结。中心过程不需要任何人的参与和操作。 风管 一条完整的全自动风管生产线应该完成以下功用。 1.卷料选料,下料功用;能够挑选2-6种不同厚度或者原料的卷料。 2.压紧、较平功用;该功用是对卷料加工前的调整过程,防止产生废料。 3.打孔、倒角、切槽功用;该功用能够完结风管安装孔的制造,防止后期打孔带来的不方便。 4.堵截及咬口功用;该功用将板料咬口,并堵截,进行下一步加工。 5.共板法兰成型;该功用是制造双面共板法兰的关键步骤。 6.折弯成型;后一道工序完结,共板法兰矩形风管现已成型了。 而更重要的,具有一台全自动风管生产线,能够展现你的加工能力,然后促进更大工程项目的谈洽。

风管选择技巧 1、不能偷工送料; 2、选用适当的风管用在适当的地方。 有很多朋友说在使用的环境中不知道应该 选多大的合适,那么今天小编为大家分享 风管规格尺寸及风管规格表大全。 生产风管的工艺流程 材料选取---材料检查---材料入库-----辊挤压成型----矫直----作业检查,中间检查-----热处理---机械性能检验----化学分析---拉伸试验-----成品入库---成品检查----产品入库

您好,欢迎莅临芜湖鑫森,欢迎咨询...
 触屏版二维码 |





