


螺旋风管选用先进技术设备后,如果配备与其他工序相对应的加工设备,各工序空调风管的加工进度和质量都会有较大提升,但加工工艺仍为多工序分离加工,仍需大量人力在多台设备上旋转,空调风管的加工规划、加工力和质量仍停留在较低阶段。可喜的是,选用普通板式法兰连接技术后,空调风管的加工工序不仅少了,还省去了许多人工操作工序,仍需下料、切角、压筋、普通板式法兰成型、咬角缝、组装等工序。
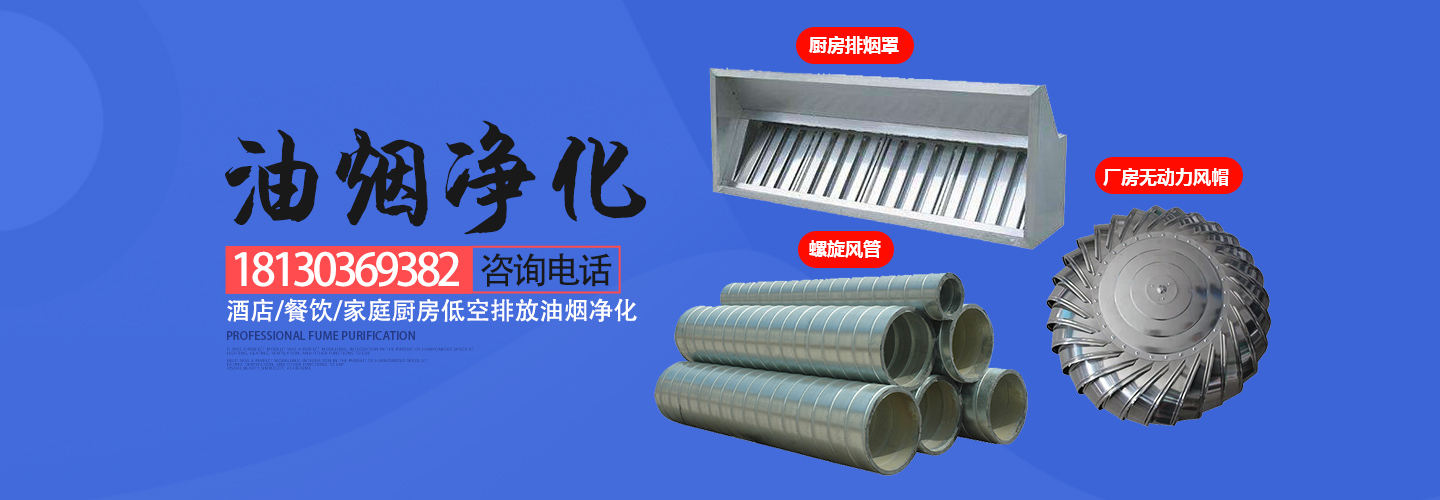
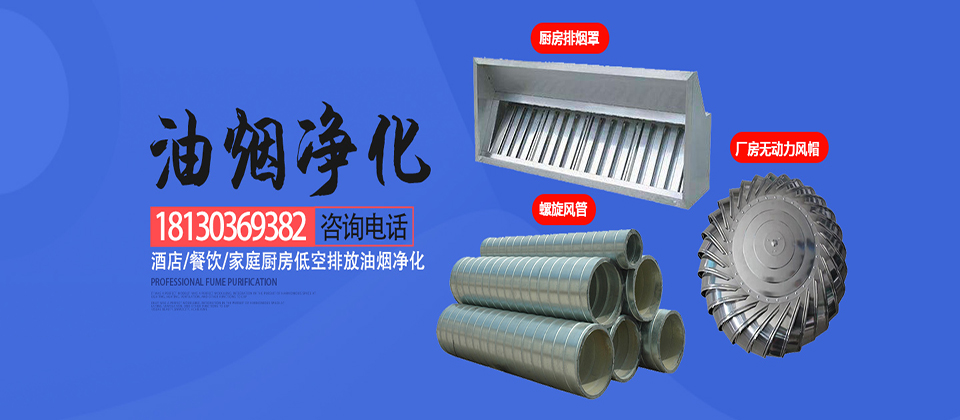
送冷风和送热风常见的方式是中央空调的管道,需要保温。还可在内部粘贴保温材料,使风管具有美观的螺旋状外观,并可避免吊顶,降低工程造价。螺旋风管的制造自动化程度高,生产速度非常快。一般风管每分钟可产生20~40米,是由于其原材料镀锌带钢价格低于整体镀锌钢板,其工厂化生产和标准标准化使成本低于矩形风管。







风管配件——角铁法兰的制作规范:
1、中低压风管角钢法兰螺栓孔距≤150,高压≤100。
2、角钢法兰螺栓和铆钉的规格及间距应符合规定,法兰的焊缝应熔合良好、饱满, 不得有夹渣和孔洞;法兰四角处应设螺栓孔,同一批同规格的法兰应具有互换性。
3、壁厚小于或等于1.2mm的风管套入角钢法兰框后,应将风管端面翻边,并用铆钉铆 接。风管的翻边应平整、紧贴法兰、宽度均匀,翻边高度不应小于6mm;咬缝及四角 处应无开裂与孔洞;铆接应牢固,无脱铆和漏铆。
4、角铁法兰平面度的允许偏差为2mm,法兰铆接时与镀锌连接缝隙应在2mm以内(暂定)



通风风管行业从单板铁管发展到多种复合风管,从金属风管发展到非金属风管是通风风管行业的发展趋势。自20世纪30年代以来,钢板风道已经使用了几十年。是风管行业中使用寿命长的产品。从80年代末的GRP风管到90年代初从国外进口的复合风管,再到目前国内几种复合风管,各有利弊。详细介绍了下旋流除尘器旋流管的相关功能结构。
除尘螺旋风管广泛应用于酒店、商场、纺织、化纤、石油化工、机械制造、仪器、电子、、、食品、、仓储、写字楼、地铁、人防、地下室等工程送风、排烟、排烟管道。
除尘螺旋风道的厚度和规格可根据用户要求进行调整。在连接时,除尘螺旋风道的两端通常与附件(弯头、减速机等)外接。一般两端无槽,无密封圈。


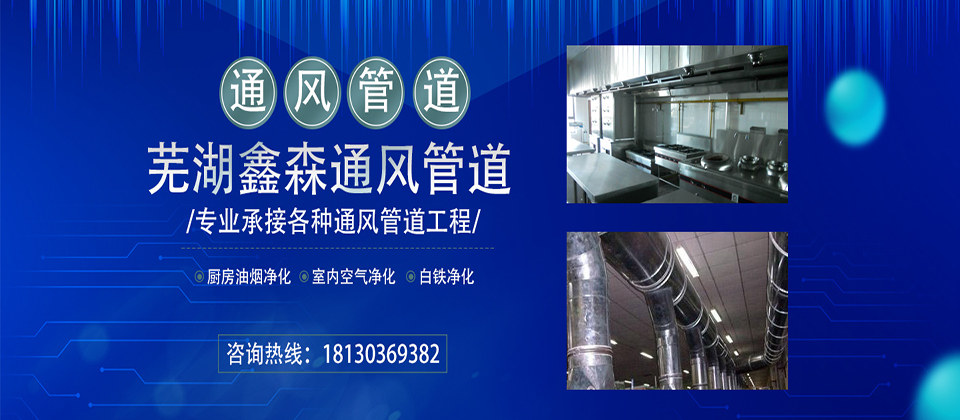
您好,欢迎莅临芜湖鑫森,欢迎咨询...
 触屏版二维码 |





