
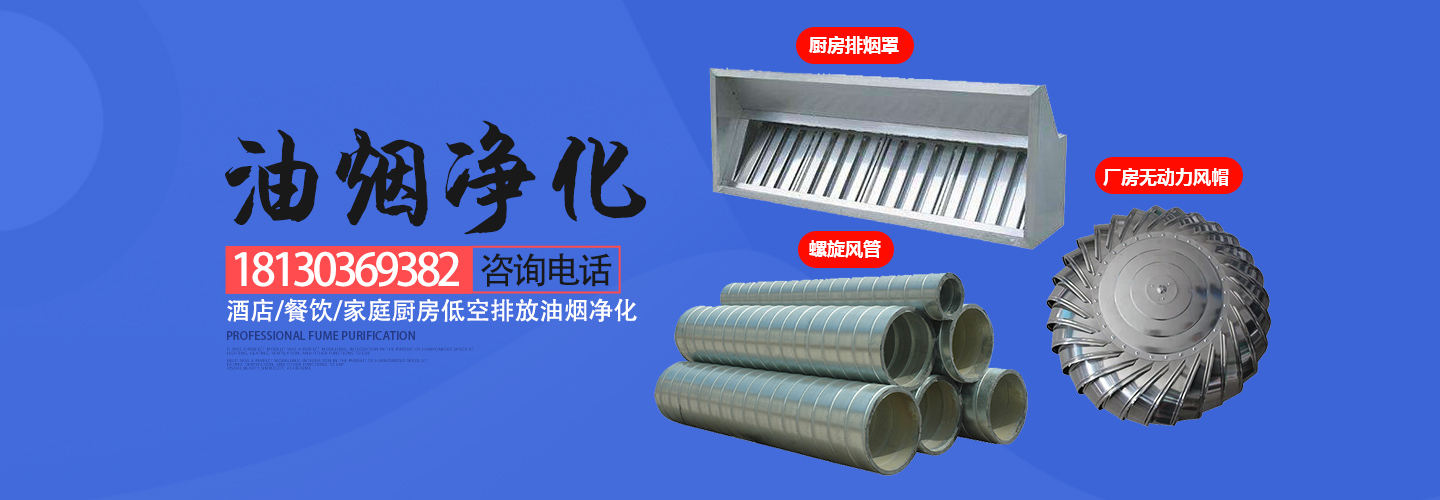


螺旋风管主要工艺特点:
1.成型过程中,钢板变形均匀,残余应力小,外表不发生划伤。加工的螺旋钢管在直径和壁厚的尺寸标准规模上有更大的灵敏,尤其在出产高钢级厚壁管,特别是中口径厚壁管方面有别的工艺无法比拟的优势, 可满足用户在螺旋钢管标准方面更多的要求。
2.对钢管进行100%的质量检查,使钢管出产的全过程均在检测、监控之下,保证了产质量。
3.整条出产线的悉数设备具有与计算机数据收集系统联网的功能,完成数据即时传输,由控制室对出产过程中的技术参数。







螺旋风管焊接前的准备工作:
1、根据螺旋风管板厚的形状,可采用机械加工、等离子孤切、碳弧气刨等方法对下料坡口进行加工。
2、同时为避免飞溅金属造成伤害,所以在采用手工焊接、开槽、手工焊接的过程中,应该在坡口两侧涂上石灰粉。
3、如果是斜口型式其宜采用V型坡口,需采用较小的焊接电流,可防止不锈钢产生晶间腐蚀。为了使接头具有同样的性能,它应该按照“等成分”的原则对焊料进行焊接。
螺旋风管加工应使用严格的定位焊,并且要遵循短而厚,点焊不焊透的原则。
用直径200毫米的圆形管子代替250×150mm的矩形管道,而不增加压力降。可以用数条平行圆形管道代替平面矩形管道,而不增加额外的安装空间。综合因素来看,在多数情况下,圆形管道比长方形管占用更少的空间。对于同一压力特性,一条圆形管道的安装空间往往等于或少于一条圆形管道的安装空间。很多长方形管道系统安装时需要四螺钉系统,因此管道各向各方向增加40~80mm。

您好,欢迎莅临芜湖鑫森,欢迎咨询...
 触屏版二维码 |





